91精选国产大片,97视频精品全部免费免费观看,亚洲第一男人av无码网站,97se综合亚洲影院,特黄特色三级在线免费观看,国产亚洲一本大道中文在线,,色一情一区—二区—三区,91久久久久人妻白浆}
<nav id="mm8mm"></nav>
<noscript id="mm8mm"><dd id="mm8mm"></dd></noscript>
<nav id="mm8mm"></nav>
<sup id="mm8mm"></sup>
<nav id="mm8mm"></nav>
手機版
網站首頁
關于德博
企業簡介
企業文化
發展歷程
聯系我們
榮譽資質
企業榮譽
發明專利
體系認證
愛心企業
國家標準
團體標準
產品中心
內燃機可變幾何(截面)噴嘴環組件
密封環
浮動軸承
電子執行器
閥門組件
止推軸承
連桿組件
公司動態
企業新聞
行業新聞
文娛活動
研發平臺
研發基地
研發技術
研發能力
質保體系
我們的優勢
我們的客戶
人才招聘
一種發動機氣門的強化方法以及新型結構氣門應用
來源:
萍鄉德博科技股份有限公司
日期:
2021-06-21 15:35:47
點擊:
4481
屬于:
行業新聞
氣門是發動機密封進排氣口的關鍵基礎零件,用于封鎖氣流控制發動機的氣體交換。其在高溫氧化腐蝕性氣氛中承受著反復的沖擊負荷,還承受熱應力、錐面內應力及燃燒氣體壓力等共同作用,加之冷卻不足和材料導熱系數較小,氣門在落座時還承受沖擊載荷及彈簧力等。
隨著發動機強化程度的提高及排放升級,對氣門錐面工作可靠性、抗磨損使用壽命提出更高要求,特別是六缸重型發動機領域(注:本文后續闡述的重型發動機是指六缸重型發動機)。
在發動機參數、工況及配氣機構確定的情況下,氣門錐面工作可靠性與壽命主要取決如下因素:與座圈摩擦副配合的相容性、座圈可靠性與壽命、氣門錐面材料及氣門錐面強化措施。本文對重型發動機氣門錐面常用的強化措施作如下介紹。
氣門錐面強化思路及主要措施
氣門根據進氣、排氣功能分為進氣門和排氣門,由于各自工況的不同,其材料、結構、外形尺寸、局部表面強化等也會不同。氣門工作溫度作為氣門材料選用的首要參數,再結合氣門工作負荷、座圈技術方案、發動機功率、轉速、爆壓及B10指標等確定氣門材料、氣門結構和氣門局部表面強化等設計方案。
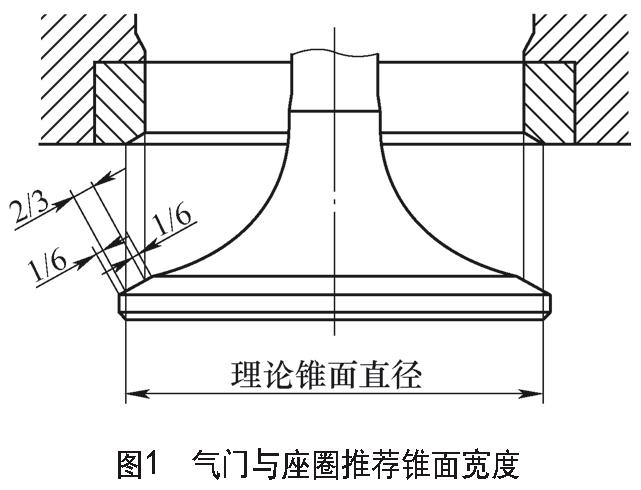
氣門錐面角度、與座圈的密封面寬度是氣門外形尺寸中直接影響錐面磨損的兩個因素。錐面角度對錐面磨損影響很大,增大錐角可減少磨損,同時需注意大錐角難以擠掉與座圈之間的沉積物。
重型發動機進氣門常采用120°~150°錐角,排氣門常采用110°~130°錐角,與座圈接觸密封面寬度越大,其抗磨損性能越強,但更大的接觸寬度將一定程度影響氣門密封性能,六缸重型發動機氣門與座圈接觸密封面寬度按2.4~4.4mm進行布置設計。
目前重型發動機氣門材料主要采用馬氏體耐熱鋼、奧氏體耐熱鋼、鐵鎳基高溫合金及鎳基高溫合金。為滿足發動機強化要求,行業上對氣門錐面常采用的主要強化措施有:馬氏體表面感應淬火處理、氮化處理、錐面堆焊、奧氏體表面硬化處理及新型結構氣門應用等。
馬氏體表面淬火處理
目前市場上有部分重型發動機進氣門采用整體40Cr10Si2Mo、85Cr18Mo2V馬氏體耐熱鋼,主要應用于沒采用外部EGR或進氣門工作溫度≤550℃的重型柴油機。馬氏體耐熱鋼材料在擁有較好的高溫性能的同時,還可以采用高頻感應淬火,對氣門錐面、氣門桿端進行表面淬火強化,可大幅度提高表面耐磨損性能。
以85Cr18Mo2V馬氏體材料為例,錐面經表面感應淬火后,表面硬度可達48~56HRC,淬硬度層深可達0.5~2.5mm。氣門桿部常按鍍硬鉻處理。也有一些發動機廠,為進一步提升馬氏體表面淬火后耐磨損性能,對錐面已經表面感應淬火后再進行整體氮化處理,這樣氣門錐面擁有感應淬火層數及氮化層數雙重抗磨損性能,氣門更耐磨損。
整體氮化處理
氣門經過氮化處理后,氮化層可提高磨損性能。重型發動機市場上更多的是對奧氏體耐熱鋼及鐵鎳基高溫合金進行氮化(奧氏體耐熱鋼不能利用高頻感應淬火對表面進行硬化),以提高氣門耐磨損性能。
氮化是在材料的外表面形成鐵鉻氮化合物的滲層,它具有較高的硬度(氣門用奧氏體耐熱鋼經氮化后,氮化層最低硬度達1000HV),所以有良好的抗磨性和耐蝕性。鹽浴氮化工藝應用僅限于鐵基合金材料,鎳基合金則不會產生有效的擴散層和混合層,故不能提高其耐磨性能。
重型發動機進排氣門常采用奧氏體耐熱鋼有21-4N、21-4NWNb和ResisTEL。氮化層硬度很高,厚的氮化層易導致滲層剝落。奧氏體耐熱鋼氣門國內常用氣門氮化層深為15~30μm。
重型發動機進排氣門常采用鐵鎳基高溫合金有NCF3015、Ni30和LF2,由于鐵鎳基高溫合金含鎳量較高約30%,較難形成擴散層和混合層,其層深很淺約為5~10μm。
錐面堆焊
氣門錐面是否需要堆焊取決于發動機強化程度,錐面堆焊應用于最嚴苛錐面磨損工況、高壽命錐面使用要求及高腐蝕錐面使用工況。多數高附加值氣門最終被錐面堆焊,堆焊強化主要應用于船機氣門、重油發動機氣門、部分燃氣機氣門和部分重型發動機氣門。
錐面堆焊可大幅降低磨損,在發動機總的運行期間起到更好的密封效果。堆焊氣門焊層失效風險大及生產成本較高,極大限制了堆焊的應用。行業上普遍采用PTA等離子焊法進行錐面堆焊,Stellit合金一直是氣門錐面堆焊主要材料,考慮到鈷元素的成本及戰略特性,很多企業開始采用鎳基鐵基合金粉。
堆焊合金材料選擇除要考慮堆焊合金應用范圍外,同時應考慮堆焊合金與基體材料之間的平均熱膨脹系數,堆焊合金與基體材料熱膨脹系數越接近可靠性越高。
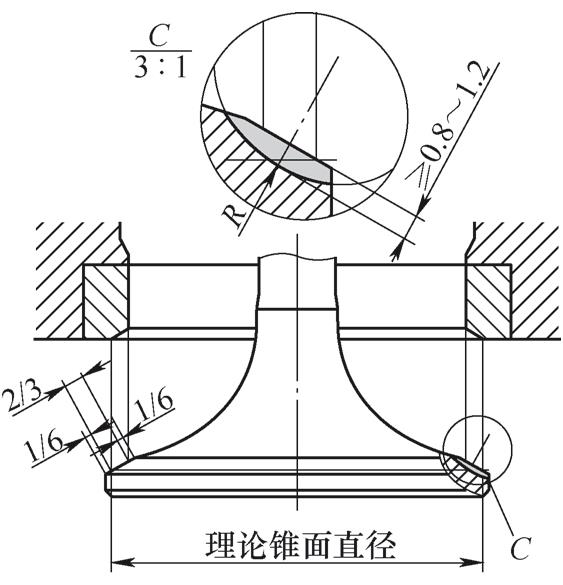
堆焊層深設計取決于發動機壽命要求或氣門磨損極限要求,一般情況下,氣門越大堆焊層相應較深。但不推薦過深的錐面堆焊層深,原因如下:滿足氣門磨損極限情況下過深的堆焊層深造成浪費,最小的堆焊層深在能滿足氣門整體壽命情況下即可,堆焊層深尺寸要求標注為最小保證多少層深;過深的堆焊層堆焊質量難控制,氣門錐面堆焊層深按≥0.8~1.2mm設計。
氣門錐面堆焊槽型應結合氣門座兩者的密封帶來確定,以推薦的氣門錐面與氣門座密封帶為例如圖1所示,堆焊槽型確定參考見圖2。
奧氏體表面硬化處理
奧氏體鋼、鐵鎳基高溫合金和鎳基高溫合金在常溫下為奧氏體組織,無磁性,奧氏體材料不能利用高頻感應淬火對表面進行硬化,常采用氮化處理后提高表面耐磨損性能。但是由于氮化層較淺,耐磨損性能受到一定限制。
奧氏體材料氣門不能通過相變使錐面強化,但奧氏體材料冷作硬化現象明顯,行業上各廠家利用冷作硬化原理對奧氏體材料氣門錐面進行表面硬化處理,主要應用于重型發動機采用鎳基高溫合金材料的排氣門。目前已有相關行業標準對硬化后硬度進行的規定,如機械行業標準JB/T11878-2014《往復式大功率內燃機進、排氣門技術條件》,對于非堆焊的高溫合金盤錐面硬度規定應滿足≥450HV要求。
奧氏體表面硬化處理既兼顧了錐面堆焊氣門耐磨的優點,又避免了堆焊焊層失效風險大及生產成本較高的缺點,因此具備很好的應用前景。行業上主要采取兩類工藝方法對奧氏體材料氣門錐面進行硬化處理:
利用滾壓或高頻振動滾壓工具在氣門半精加工或精加工,對氣門錐面進行硬化處理。
利用鍛壓設備在氣門毛坯階段或粗加工階段,對氣門錐面進行再次鍛打實現硬化處理。
新型結構氣門應用
按汽車行業標準QC/T469-2016《汽車發動機氣門技術條件》氣門結構型式有整體氣門(通過高頻淬火或氮化或表面硬化處理對錐面進行強化)、焊接氣門(通過氮化或表面硬化處理或堆焊對錐面進行強化)、堆焊合金氣門(即應用堆焊對錐面進行強化)、表面處理氣門(通過氮化或表面硬化處理或堆焊對錐面進行強化)、中空鈉冷氣門(通過氮化或表面硬化處理或堆焊對錐面進行強化)。
專利號為ZL2020214796879的實用新型公布了“一種多金屬結構氣門”。其氣門頭部由金屬材料A和B組成,兩種材料的結合面為圓臺面或圓柱面。材料A與材料B形成結合角度α,當α=0°時即結合面為圓柱面;當α≠0°時結合面為圓臺面。當α>0°時該專利擁有最佳結構工作可靠性;當α<0°時該專利擁有較好加工工藝性,適用于中低等發動機負荷場合。
采用該新型結構的氣門,錐面部位材料A可采用高硬度耐磨性更好的材料,材料B采用行業常用的馬氏體耐熱鋼、奧氏體耐熱鋼、鐵鎳基高溫合金和鎳基高溫合金。
結 語
隨著發動機功率、爆壓等強化程度的提高,特別是在重型發動機領域,氣門錐面所承受的負荷、溫度等逐步增加,更加復雜惡劣的工況讓氣門錐面強化設計顯得尤為重要。本文對常用的氣門錐面強化措施進行簡要的說明,供同行借鑒參考。
文章來源: 汽車工藝師,搜狐汽車
上一新聞:
中國汽車零部件出口持續回暖,但新“路障”也在增多
下一新聞:
告別渦輪遲滯,淺析先進渦輪增壓技術
?
友情鏈接
中國日報
騰訊新聞
中國新聞網
搜狗
新浪
CMS系統
百度
好搜
搜狐
關于德博
企業簡介
企業文化
發展歷程
聯系我們
榮譽資質
企業榮譽
發明專利
體系認證
愛心企業
國家標準
產品中心
內燃機可變幾何(截面)噴嘴環組件
密封環
浮動軸承
電子執行器
閥門組件
公司動態
企業新聞
行業新聞
文娛活動
研發平臺
研發基地
研發技術
研發能力
聯系人:
許女士
手機:
13879997890
電話:
0799-6699008
郵件:
zhbone@debokj.com
地址:
江西省萍鄉(國家)經濟技術開發區萬新工業園周貫路1號
微信掃描關注我們:
萍鄉德博科技股份有限公司
版權所有
贛ICP備17009212號